想要了解南通 PE钢带增强螺旋管七孔梅花管好产品价格低产品的魅力?视频为你揭晓答案!
以下是:南通 PE钢带增强螺旋管七孔梅花管好产品价格低的图文介绍


预留洞口内径不宜小于管材外径加100mm。连接时用水泥砂浆填实管端与洞口之间缝隙。水泥砂浆的配合比不得低于1:2,且砂浆内宜掺入剂。砖砌井壁上的预留洞口应沿圆周砌筑拱圈4、在检查井井壁与管端的连接处,浇筑混凝土或填实水泥砂浆时管端圆截面不得出现扭曲变形。
当管径较大时,施工时可在钢带增强管管端内部设置临时支撑。采用管件与检查井连接时,管件应由管材生产厂配套供应。5、钢带增强管管道与检查井连接完毕后,须在管端连接部位的内外井壁做防水层,并符合检查井整体抗渗漏的要求。
6、检查井与上下游管道连接段的管底超挖(挖空)部分,在管道连接完成后须立即用砂石回填,并按设计土弧基础支承角回填密实。钢带增强管的管道与检查井的连接不好会影响管道的使用情况,严重的会造成管道的损坏,所以为了以后能够充分发挥增强管的使用性能大家在施工的时候要注意连接工作严格按照规定进行。



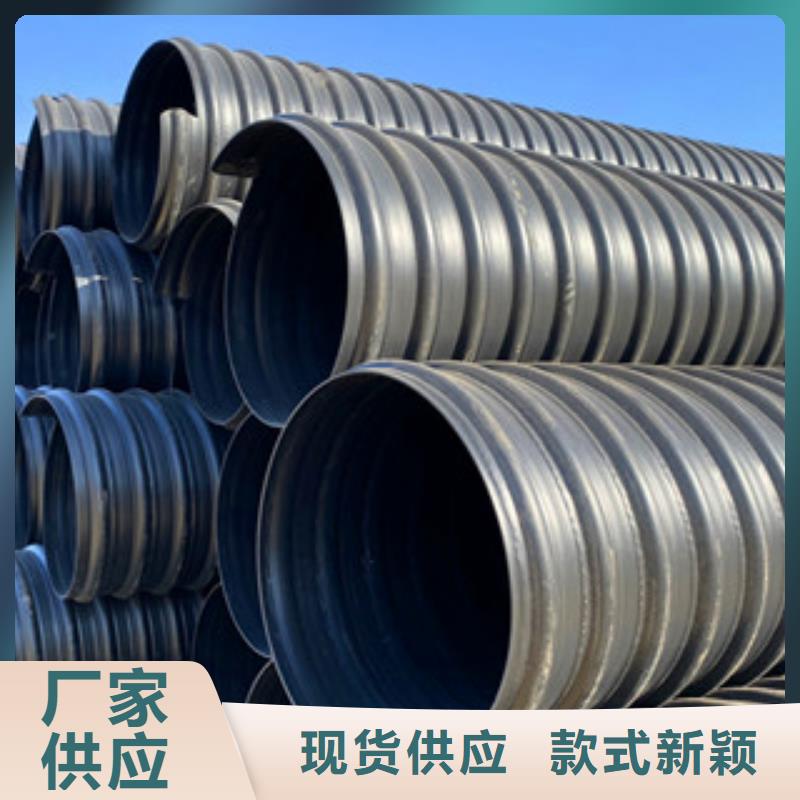
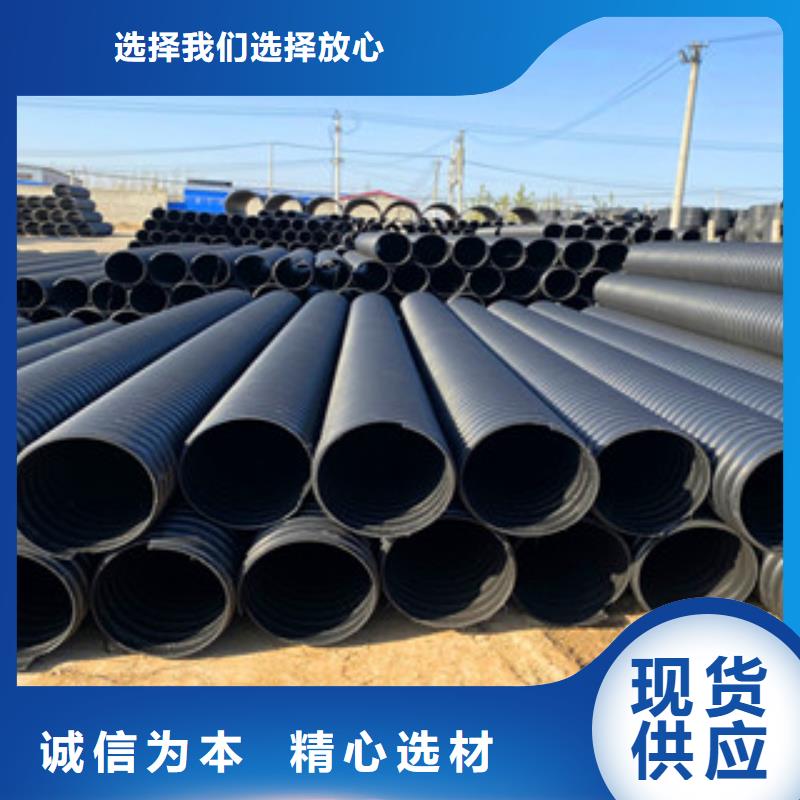
对于环刚度要求在8KN/m2以上,口径在DN600mm以上,地埋比较深需要过车,承受重压的地方,比如市政道路排水、工业园区、物流园区等的地下排水排污管道,可以选择pe钢带螺旋波纹管,这样才能确保工程的顺利验收和后期使用质量,成本。
这个问题主要看具体的使用环境和要求。基本原则是,对使用环境要求不高,对环刚度要求在4KN/m2或8KN/m2的地方,如绿化带、园林,住宅小区等确认无承压的排水管道可以选取hdpe双壁波纹管。hdpe双壁波纹管和钢带增强螺旋波纹管虽然功能相似,但是耐压程度并不相同,并且通过外观能够一眼辨认出来,因此企业能够较快的根据自己实际使用环境和要求挑选出适合的产品。
钢带增强聚螺旋波纹管是目前工业生产与人们的日常生活常用新材料,它并不是在设计之初就是圆形筒状的,而是要先将金属材料制成片状,然后再经过锻造工艺实现。1、模锻对承插焊和螺纹的三通、四通、弯头等小尺寸管件,其外形相对复杂,应采用模锻成形工艺制造。
模锻所使用的坯料应为经过轧制的型材,如棒材、厚壁的管材或板材。当使用钢带增强聚螺旋波纹管作为原料时,应预先将钢锭轧成棒材或经锻打后再作为模锻的坯料使用,以消除它的钢锭中的偏析、疏松等缺陷。坯料经加热后放入模具中锻压,压力使金属流动而充满模腔;模锻后的毛坯如有飞边的话,还要经过冲去飞边余料的步骤,从而完成全部模锻工作。


本页面提供的是恒塑管道有限责任公司的 双壁波纹管厂、产品说明,欢迎需要 双壁波纹管厂、的商家进行咨询、采购;




4、打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,少要打磨三个半波节长,钢丝刷的外形应与钢带增强聚螺旋波纹管外形一致(每一个规格配一种钢丝刷)。5、用清洁的布,将打磨后的钢带增强聚螺旋波纹管管端部分擦干净。
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40℃-50℃(预热温度应比热熔胶的软化点温度低15℃以上),可使用表面温度计进行。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40℃-50℃。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波纹管同心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。





 扫一扫
扫一扫